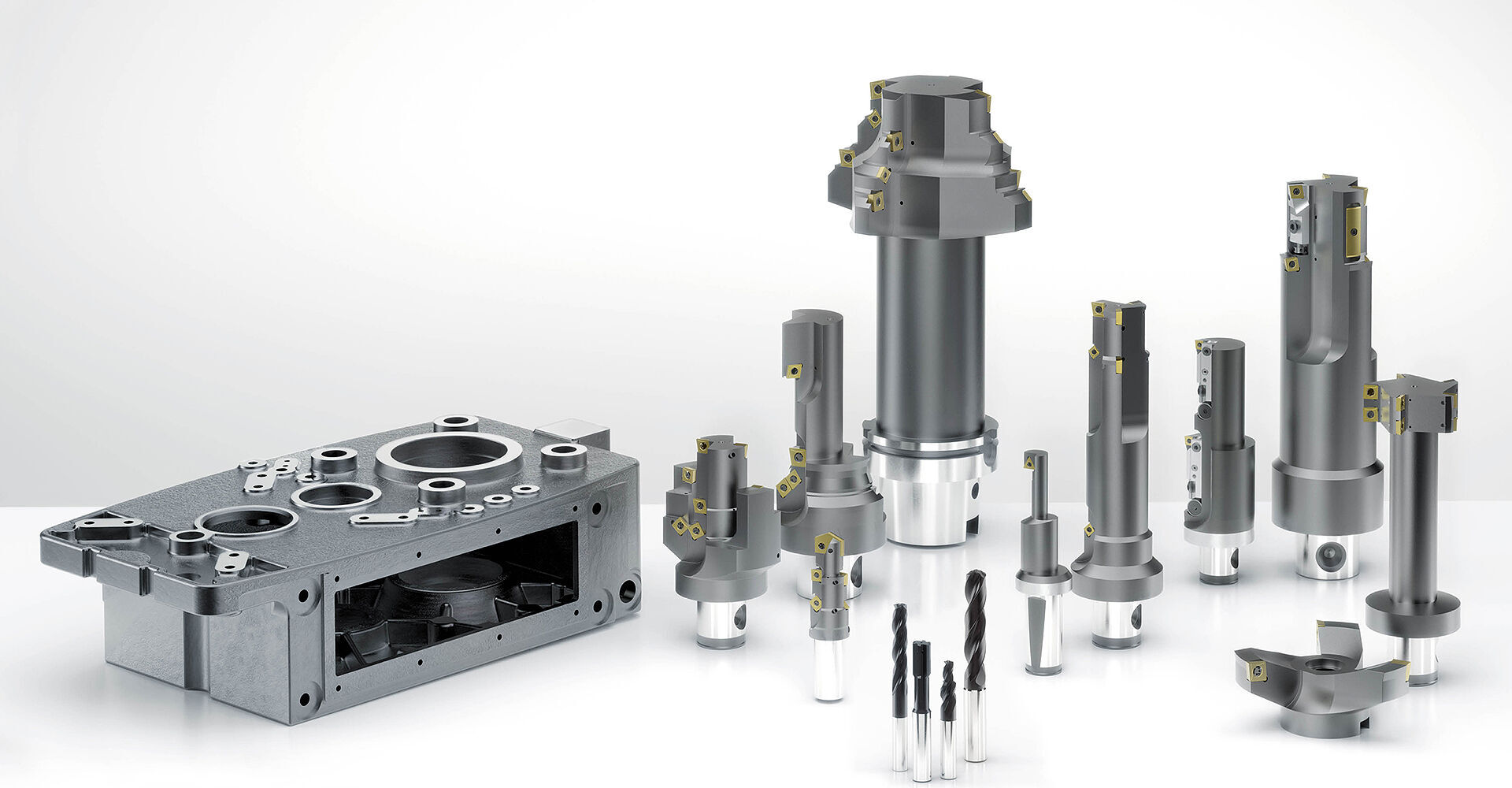
OD-Turning / pin-machining from Lothmann EFFICIENTLY CREATE OUTSIDE DIAMETERS WITH A BELL TOOL
With a bell tool, various outside diameters with high form and positional accuracy can be produced very quickly and easily on a machining centre. The name is derived from the shape of the tool, which fits over the contour to be machined like a bell. The internal cutting edges on the basic body are therefore typical. In terms of production technology, machining with a bell tool can be described as an external countersinking process. Several concentric outer profiles are produced with one tool.
The rationalisation factor with these tools is very high for both cubic and rotationally symmetrical workpieces. In the cubic range, only partial elements of the workpiece are usually machined, such as studs or spigots, which can alternatively only be produced by time-intensive circular milling. In the turning area, the machining time can be halved by a double-edged design of the bell tool compared to conventional turning with one cutting edge.
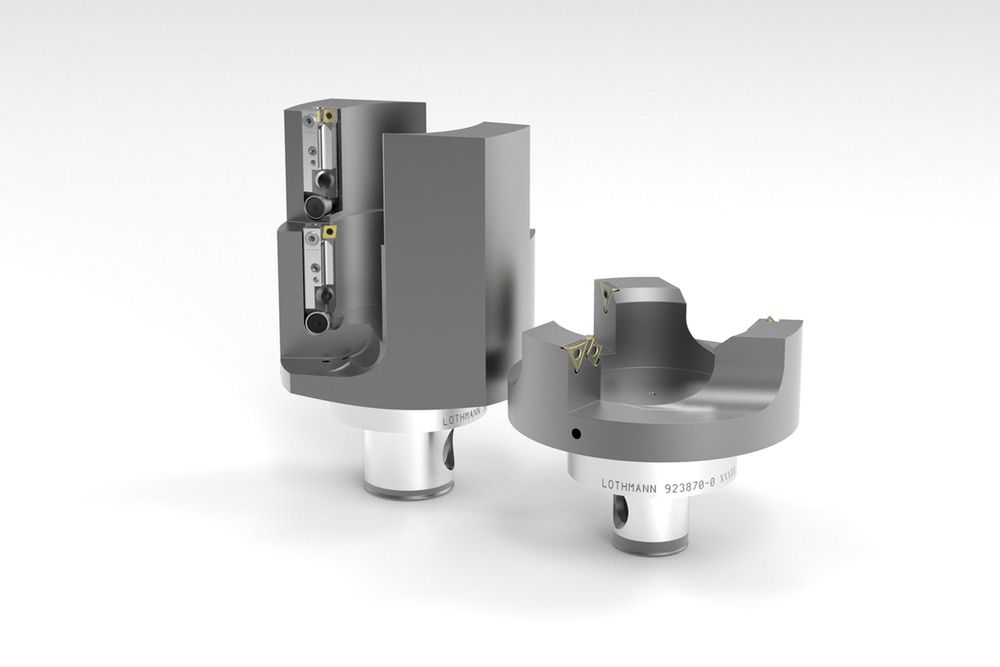
Bell tools from Lothmann are designed with ISO inserts and can be used for different materials such as steel, aluminium or cast materials by exchanging the insert. The achievable diameter tolerances for sintered inserts are approx. +-0.1mm. The bell tools can also be designed with precisely ground inserts or with fine adjustments. This can reduce the achievable diameter tolerance to +-0.01mm. The tools are balanced at high form tolerances so that high accuracies in roundness are achieved.

Manufacture of our bell tools
The first step in the manufacturing process of a bell tool takes place on our 5-axis turning-milling centre. The required NC programme is generated by a self-written post-processor.
The bell tool is turned completely and provided with internal cooling. The internal cooling is of high importance for these tools, as the closed outer contours must allow chip removal through well-aligned cooling holes. In addition to the use of ISO inserts, the tool is provided with standardised shanks such as Weldon DIN 1835, Whistle-Notch, straight shank, ABS-compatible, MVS, Varilock or HSK.
As soon as the work step on the turn-mill centre is finished, the milling of the insert seats takes place on a vertical centre with 4 axes.
All your advantages with one look
- High accuracy in form and position tolerance
- High savings potential in your production
- Delivery within 3 weeks from receipt of order
- Functional guarantee
- No regrinding due to the use of ISO carbide inserts
Order your special bell tool from Lothmann today


