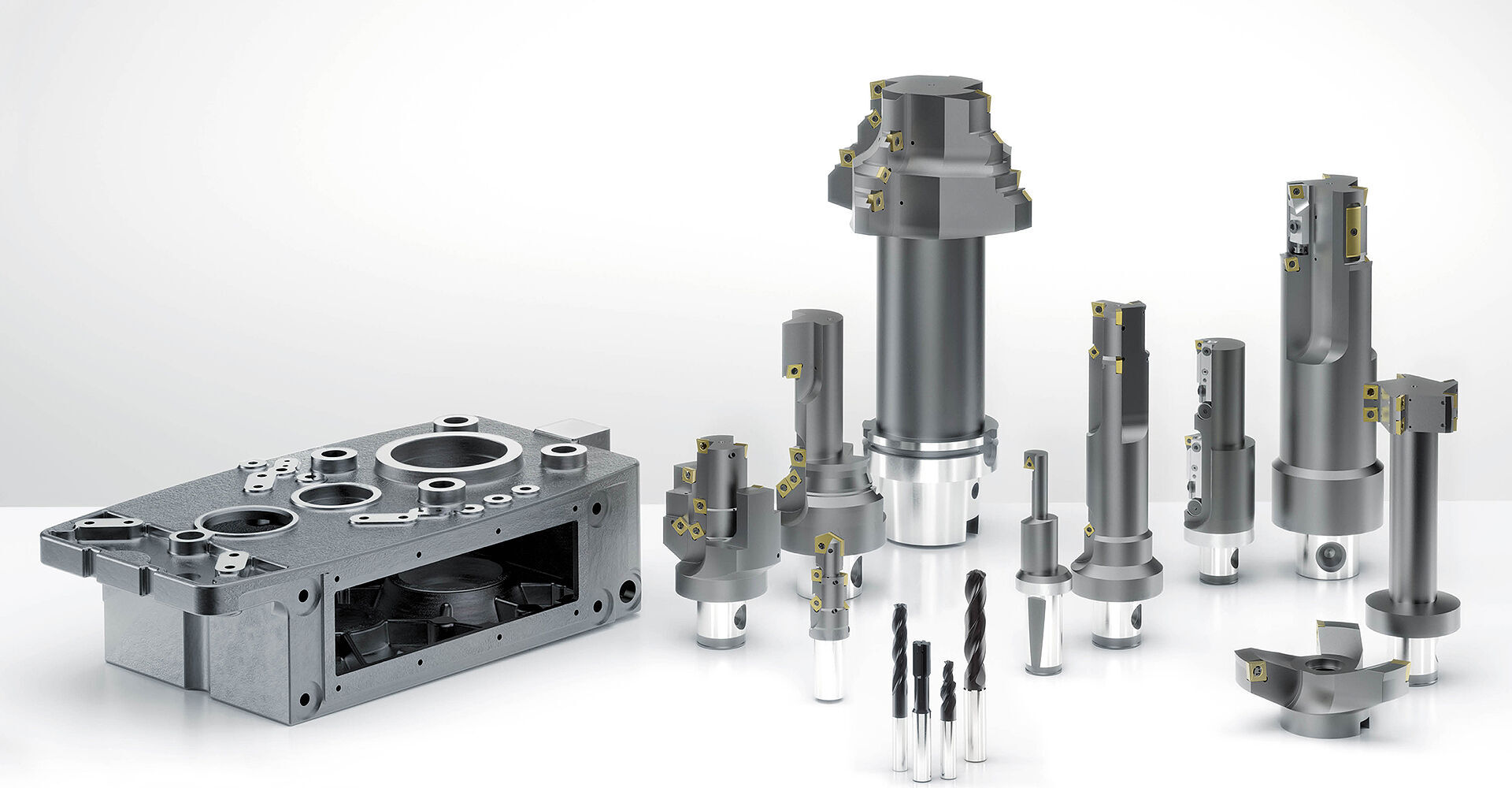
Glockenwerkzeug von Lothmann Mit Glockenwerkzeug Außendurchmesser effizient erzeugen
Mit einem Glockenwerkzeug können verschiedene Außendurchmesser mit hoher Form- und Lagegenauigkeit sehr schnell und einfach auf einem Bearbeitungszentrum erzeugt werden. Die Bezeichnung leitet sich aus der Form des Werkzeugs ab, das sich wie eine Glocke über die zu bearbeitende Kontur legt. Typisch sind darum die innen liegenden Schneiden am Grundkörper. Fertigungstechnisch ist die Bearbeitung mit einem Glockenwerkzeug als Außen-Senkverfahren zu bezeichnen. Es werden mehrere konzentrische Außenprofile mit einem Werkzeug erzeugt.
Der Rationalisierungsfaktor durch diese Werkzeuge ist sowohl bei kubischen als auch bei rotationssymmetrischen Werkstücken sehr hoch. Im kubischen Bereich werden im Regelfall nur Teilelemente des Werkstücks wie beispielsweise Zapfen oder Stutzen bearbeitet, die alternativ nur durch zeitintensives Zirkularfräsen hergestellt werden können. Im Drehbereich kann durch eine doppelschneidige Ausführung des Glockenwerkzeugs die Bearbeitungszeit, im Vergleich zum konventionellen Drehen mit einer Schneide, halbiert werden.
Glockenwerkzeuge von Lothmann sind mit ISO-Wendeschneidplatten konstruiert und können durch austauschen der Schneidplatte für unterschiedliche Werkstoffe wie Stahl, Aluminium oder Gusswerkstoffe eingesetzt werden. Die erreichbaren Durchmessertoleranzen bei gesinterten Wendeplatten liegen bei ca. +-0,1mm. Die Glockenwerkzeuge können auch mit präzise geschliffenen Wendeplatten oder mit Feinverstellungen konstruiert werden. Dadurch kann die erreichbare Durchmessertoleranz auf +-0,01mm reduziert werden. Die Werkzeuge werden bei hohen Formtoleranzen gewuchtet, sodass hohe Genauigkeiten in der Rundheit erreicht werden.

Herstellung unserer Glockenwerkzeuge
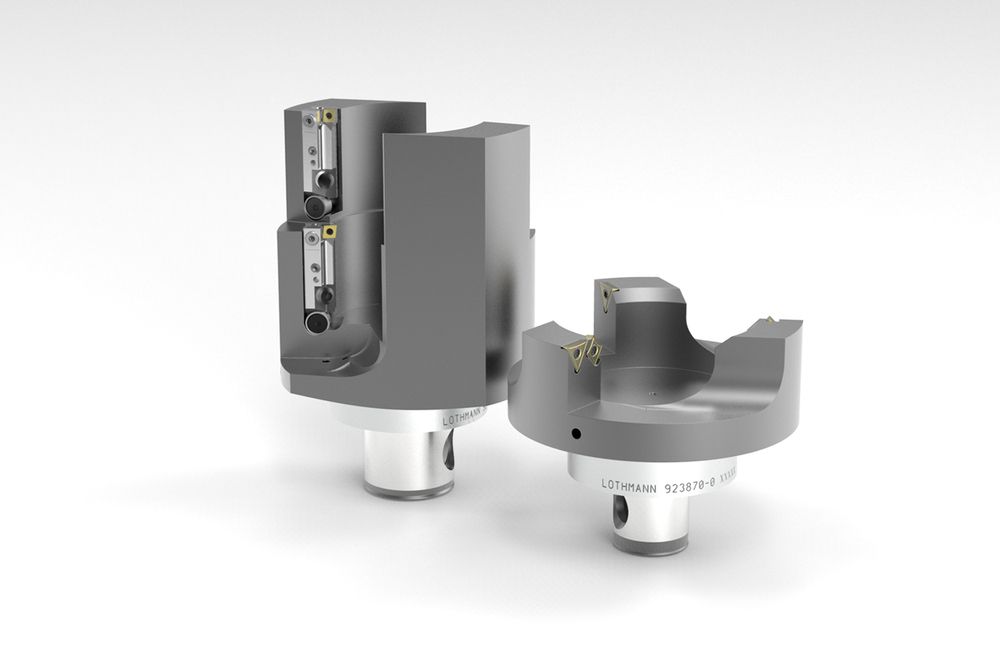
Der erste Arbeitsschritt im Herstellungsprozess eines Glockenwerkzeugs findet an unserem 5-Achs-Dreh-Fräszentrum statt. Das erforderliche NC-Programm wird durch einen selbst geschriebenen Postprozessor generiert.
Das Glockenwerkzeug wird vollständig gedreht und mit Innenkühlung versehen. Die Innenkühlung ist bei diesen Werkzeugen von hoher Bedeutung, da durch die geschlossenen Außenkonturen die Spanabfuhr durch gut ausgerichtete Kühlbohrungen ermöglicht werden muss. Das Werkzeug wird neben der Verwendung von ISO-Wendeschneidplatten mit standardisierten Schäften versehen wie z. B. Weldon DIN 1835, Whistle-Notch, Zylinderschaft, ABS-kompatibel, MVS, Varilock oder HSK.
Sobald der Arbeitsschritt an dem Dreh-Fräszentrum beendet ist, erfolgt das Fräsen der Plattensitze auf einem Vertikalzentrum mit 4 Achsen.
Ihre Vorteile auf einen Blick
- Hohe Genauigkeit in der Form- und Lagetoleranz
- Hohe Einsparmöglichkeiten in Ihrer Fertigung
- Lieferung innerhalb von 3 Wochen ab Auftragseingang
- Funktionsgarantie
- Kein Nachschleifen durch die Verwendung von ISO-Wendeschneidplatten
Geben Sie jetzt Ihr Glockenwerkzeug von Lothmann in Auftrag


