Beispiele
Aufbohren
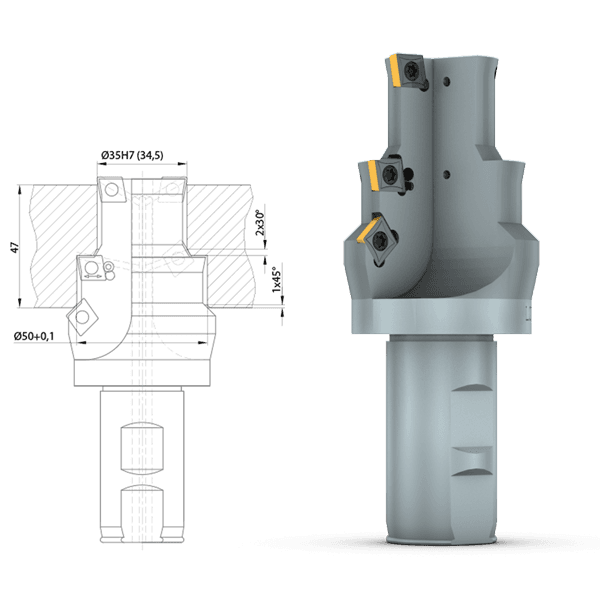
53 Stunden schneller
Aufbohren und Fasen einer vorgegossenen Lagerbohrung an einem Getriebegehäuse aus GG25. Der Ø35 H7 wird anschließend gespindelt.
Bisher: Aufbohren Ø34,5 und Ø50 mit je einem Schruppzweischneider (Kosten ca. 2 x 950€). Zirkularfräsen der beiden Fasen.
Neu: 2 Lothmann Stufenbohrer à 768 € investiert. Aufbohren beider Ø und Fasen in einem Werkzeug. 3 Werkzeugwechsel und 2 Magazinplätze eingespart. Laufzeit um 0,8 Minuten pro Teil reduziert.
Ersparnis nach 4000 Teilen:
- 4000 Teile x 0,8 min x 1,6 €/min
- 5.120 €
- 2 Lothmann Stufenbohrer à 768 €
- 1.536 €
- Gewinn
- 2.624 €
+ Laufzeit reduziert um 53 Stunden
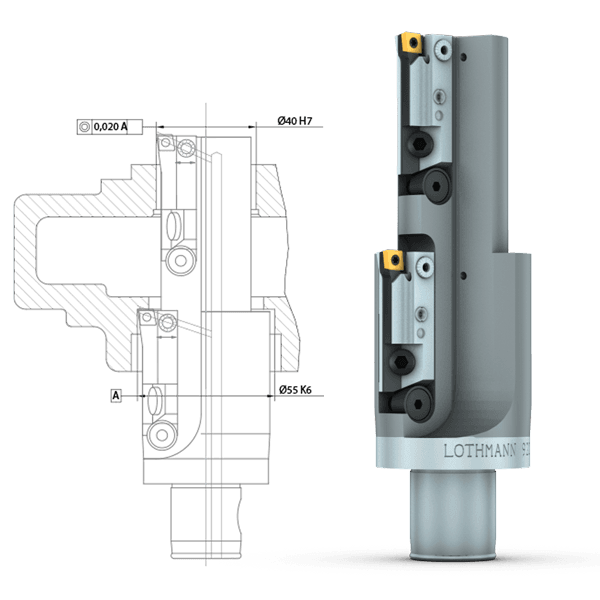
20 µ Fluchtungstoleranz
Komplettbearbeitung eines Getriebegehäuses aus GGG50 auf einem älteren BAZ. Die Passungen müssen innerhalb 20 µ fluchten.
Bisher: Beide Passungen werden nacheinander mit Feindrehwerkzeugen bearbeitet. Der Werkzeugwechsel führt zu Fluchtungsproblemen.
Neu: 2 Lothmann Kombiwerkzeuge à 1231€ wurden investiert. Die bisherigen Feindrehwerkzeuge sind für andere Anwendungen frei. Die Bearbeitung beider Passungen erfolgt in einem Zug. Der Ø55 beginnt, wenn Ø40 fertig ist. Die Fluchtung ist sichergestellt. Ein Werkzeugwechsel entfällt und ein Magazinplatz wird frei.
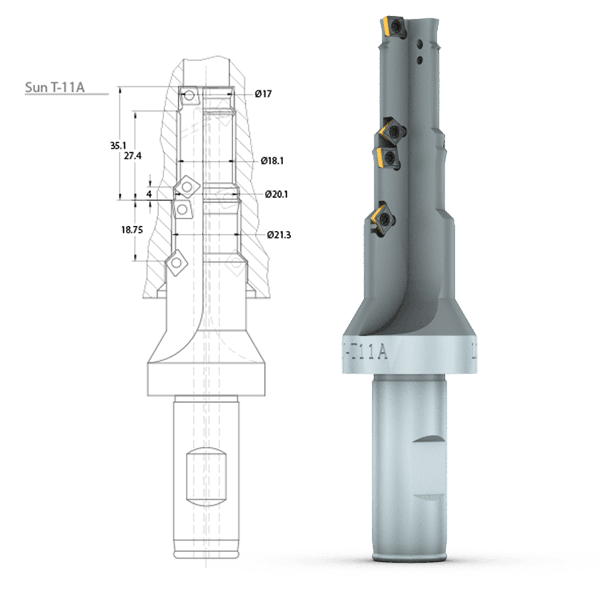
3 Minuten schneller
Vorbohren einer Einschraubbohrung für Sun T-11A Ventile in einen Zylinderboden aus St52 (S355). Die Bohrung wird mit Ø13,5 vorgebohrt.
Bisher: Alle Durchmesser und Fasen werden mit einem HSS-Formbohrer vorgebohrt. Die Bearbeitung ist langwierig und wegen des Baustahls verschleißintensiv.
Neu: Anschaffung von 3 Lothmann Stufenbohrern à 673 €. ISO-Schneidplatten mit spezieller Spanbruchgeometrie zur Vermeidung von Wickelspänen. Fünffacher Vorschub und vierfache Standzeit gegenüber HSS.
Beispiel-Ersparnis:
- 800 Teile x 3 min x 1,80 €/min
- 4.320 €
- Werkzeugkosten bisher: 2 HSS-Senker a 615 € + 1 Nachschliff 150 €
- 1.380 €
- Neu: 3 Lothmann Stufenbohrer a 673 €
- 2.019 €
- Gewinn
- 3.681 €
+ Laufzeit reduziert um 3 x 800 / 60 = 40 Stunden
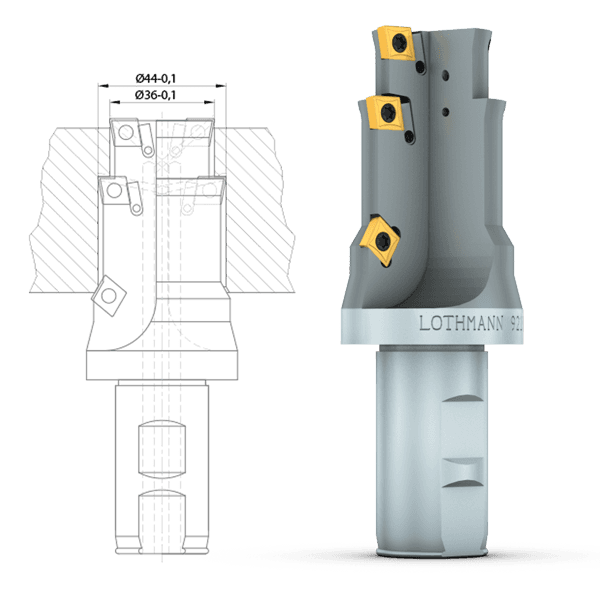
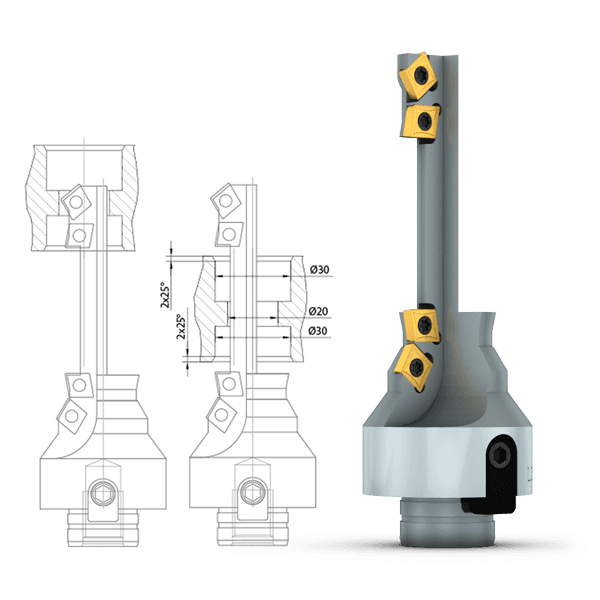
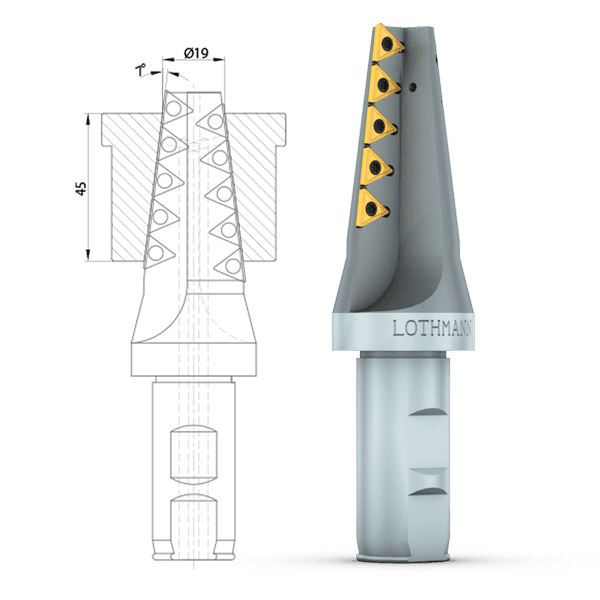
Durchmesser verstellbar
Fertigbohren und Fasen von zwei Durchmessern mit 0,1 mm Toleranz mit normalen gesinterten ISO-Schneidplatten.
Bisher: Aufbohren Ø36 und Ø44 mit je einem Feindrehkopf. (Kosten ca. 2 x 1200 €). Zirkularfräsen der Fase. Für den Einsatz von festen Werkzeugen ohne Verstellung sind die Toleranzen zu eng.
Neu: 3 Lothmann Stufenbohrer à 578 € investiert. Die Plattensitze können mit abgestuften Passleisten im Durchmesser abgestimmt werden. 2 Werkzeugwechsel und 2 Magazinplätze eingespart. Laufzeit um 1,6 Minuten pro Teil reduziert.
Beispiel-Ersparnis:
- 2000 Teile x 1,6 min x 1,4 €/min
- 4.480 €
- 3 Lothmann Stufenbohrer à 578 €
- - 1.734 €
- 2 Feinverstellköpfe eingespart
- + 2.400 €
- Gewinn
- 5.146 €
+ Laufzeit reduziert um 47 Stunden
Vollbohren
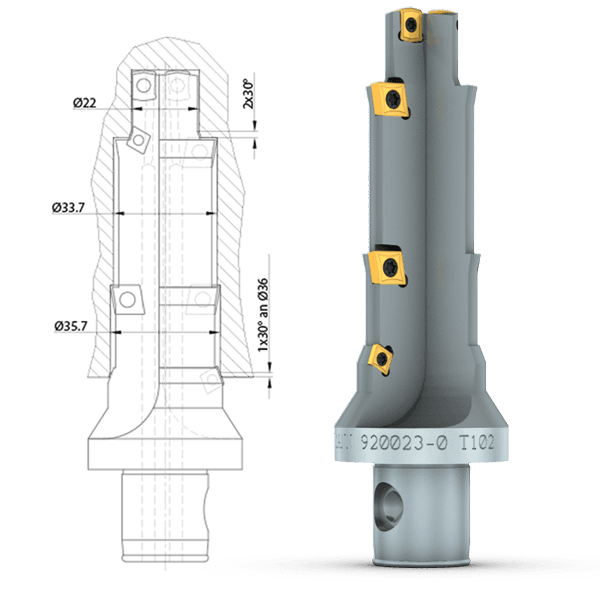
Nachschleifen entfällt Laufzeit 36% reduziert
Vorbearbeiten einer Anschlussbohrung in einem Verteilerdeckel aus GGG40. Die beiden Passungen werden anschließend gerieben.
Bisher: Vorbohren Ø22 mit Wendeplattenbohrer, Aufbohren Ø33,7 und Ø35,7 und 2 Fasen mit gelötetem Hartmetallsenker.
Neu: 4 Lothmann Stufenbohrer à 778 € investiert. Gesamte Bearbeitung ins Volle ohne vorbohren. Nachschleifen entfällt dank auswechselbarer ISO-Schneidplatten. Höhere Schnittdaten durch zeitgemäße Beschichtungen und Schneidengeometrien.
Beispiel-Ersparnis:
- 6500 Teile x 0,45 min x 1,80 €/min
- 5.265 €
- Nachschleifkosten ca. 6 x 240 €
- 1.440 €
- Einsparung
- 6.705 €
+ Laufzeit reduziert um 49 Stunden
24 Sekunden schneller je Pleuel
Vollbohren, Vorschlichten und 2 x Fasen des kleinen Auges an einem Pleuel.
Bisher: Vollbohren, dann Aufbohren, dann beide Fasen Zirkularfräsen mit 4 verschiedenen Werkzeugen.
Neu: 6 Lothmann Stufenbohrer à 648 € investiert. Die Vorschlicht-Passung wird mit abgestuften Passleisten im Durchmesser abgestimmt. 3 Werkzeugwechsel und 1 Zirkularbahn eingespart. Laufzeit um 0,4 Minuten pro Teil reduziert.
Beispiel-Ersparnis:
- 60.000 Teile x 0,4 min x 1,2 €/min
- 28.800 €
- 6 Lothmann Stufenbohrer à 648 €
- - 3.888 €
- Gewinn
- 24.912 €
+ Laufzeit reduziert um 400 Stunden p.a.
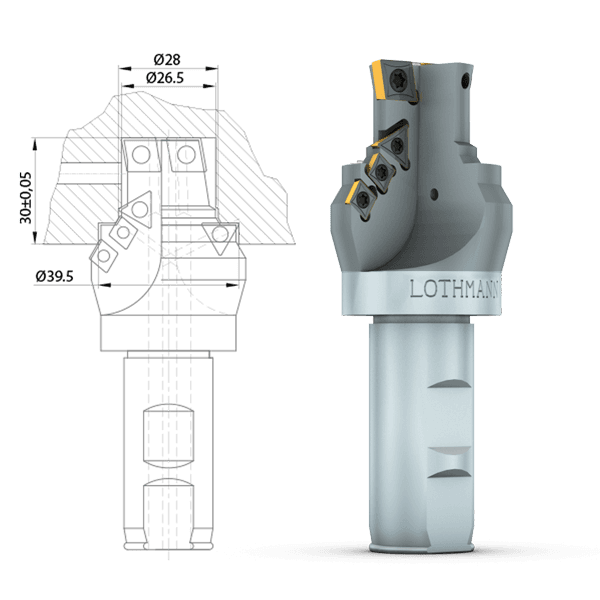
Plansenker
Formbohren einer Patronenbohrung in einem Hydraulikblock aus GGG50.
Bisher: Vorbohren Ø26, Zirkularfräsen Plansenkung Ø26.5, Ø28 und Ø39.5, Zirkularfräsen 3 Fasen.
Neu: 3 Lothmann Stufenbohrer à 516 € investiert. 3 Werkzeugwechsel und 2 Magazinplätze eingespart. Laufzeit 2,2 Minuten kürzer.
Beispiel-Ersparnis:
- 900 Teile x 2,2 min x 2,1 €/min
- 4.158 €
- 3 Lothmann Stufenbohrer à 516 €
- - 1.548 €
- Gewinn
- 2.610 €
+ Laufzeit reduziert um 33 Stunden
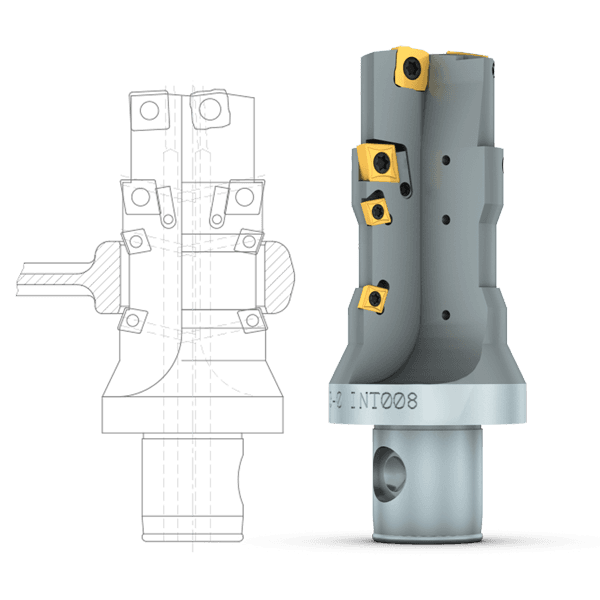
Rückwärtssenken
Fluchtung stimmt + Umspannen gespart
Beidseitige Bearbeitung einer Schieberbohrung. Geforderte Fluchtungstoleranz der 3 Durchmesser von 0,05 mm.
Bisher: Bohren Ø20, Aufbohren Ø30 mit Fase, 2 Anschraublöcher auf H7 reiben als Hilfspassungen zum Umspannen, in zusätzlicher Aufspannung Ø30 mit Fase bearbeiten.
Neu: 3 Lothmann Kombisenker à 741 € investiert. Bohren Ø20. Vor- und rückwärtiges Bearbeiten beider Ø30 mit Fasen in einem Arbeitsgang. Zweite Aufspannung entfällt ganz.
Beispiel Ersparnis:
- 700 Teile x 3 min x 2,70 €/min
- 5.670 €
- 3 Lothmann Stufensenker à 741 €
- 2.223 €
- Gewinn
- 3.447 €
+ Laufzeit reduziert um 35 Stunden
Rückwärtssenker
Rückwärtiges Ansenken einer Schieberbohrung in einem Ventilgehäuse aus Stahlguss
Bisher: Einfahren eines langen Fräsdornes und manuelles Aufstecken eines HSS-Senkers bei Maschinenstopp.
Neu: 2 Lothmann Rückwärtssenker à 530 € investiert. Kein Maschinenstopp. 6 Minuten Laufzeit eingespart.
Beispiel-Ersparnis:
- 400 Teile x 6 min x 1,40 €/min
- 3.360 €
- 12 Aufsteckfräser a 75 € gespart
- 900 €
- 2 Lothmann Stufenbohrer à 530 €
- - 1.060 €
- Gewinn
- 3.200 €
+ Laufzeit reduziert um 40 Stunden
Überdrehen
11 Minuten schneller pro Teil
Erzeugen von 5 Durchmessern, 5 Fasen und 2 Planflächen an einem Filterkopf.
Bisher: Vordrehen der Ø39,5 und 44,5 mit Zweischneidern, Zirkularfräsen der restlichen Durchmesser und Fasen mit Schaft- bzw. Fasfräsern.
Neu: 2 Lothmann Stufenbohrer à 1550 € investiert. 3 Werkzeugwechsel entfallen und 3 Magazinplätze werden frei. Die Laufzeit verkürzt sich um 11 Minuten.
Beispiel Ersparnis:
- 2 Lothmann Stufenbohrer à 1550 €
- 3.100 €
- Einsparung pro Teil 11 min x 1,80 €
- 19,80 €
- Amortisation ab 3100 €/ 19,80 € = 157 Teile
- Gewinn nach 500 Teilen
- 6.800 €
+ Laufzeit reduziert um 92 Stunden
Glockenwerkzeug
Vordrehen einer geschmiedeten Getriebewelle in der Großserie
Bisher: Überdrehen mit Drehstahl in 4 Bahnen
Neu: 8 Lothmann Überdrehwerkzeuge à 683 € investiert. Taktzeit um 11 Sekunden verkürzt.
Beispiel-Ersparnis:
- 300.000 Teile x 0,183 min x 1,4 €/min
- 76.860 €
- 8 Lothmann Glockenwerkzeuge à 683 €
- 5.464 €
- Gewinn
- 71.396 €
Sonderschneiden
60% Bearbeitungszeit reduziert
Außenradius fräsen mit Sonderschneiden in einem Glockenfräser
Bisher: VHM-Radiuswerkzeug R3 mit Ø12 mit Z=4 -> Verfahrweg ca. 120mm - Bearbeitungszeit ca. 12 Sekunden. Kosten 150€ / Stk. 2x am Lager als Vorrat
Neu: 1x Lothmann-Glockenfräser Z=3 à 650 €/Stk. investiert zzgl. 10 Sonder-WSP à 45 €/Stk. -> Verfahrweg ca. 20mm
Bearbeitungszeit ca. 5 Sekunden
- 23.000 Teile x 0,12 min x 1,50 €/min
- 4.140 €
- 1 Lothmann Glockenfräser à 650 € zzgl. 10 WSP à 45 €/Stk.
- 1.100 €
- Gewinn
- 3.040 €
+ Laufzeit reduziert und kein Nachschleifen und Lagervorrat
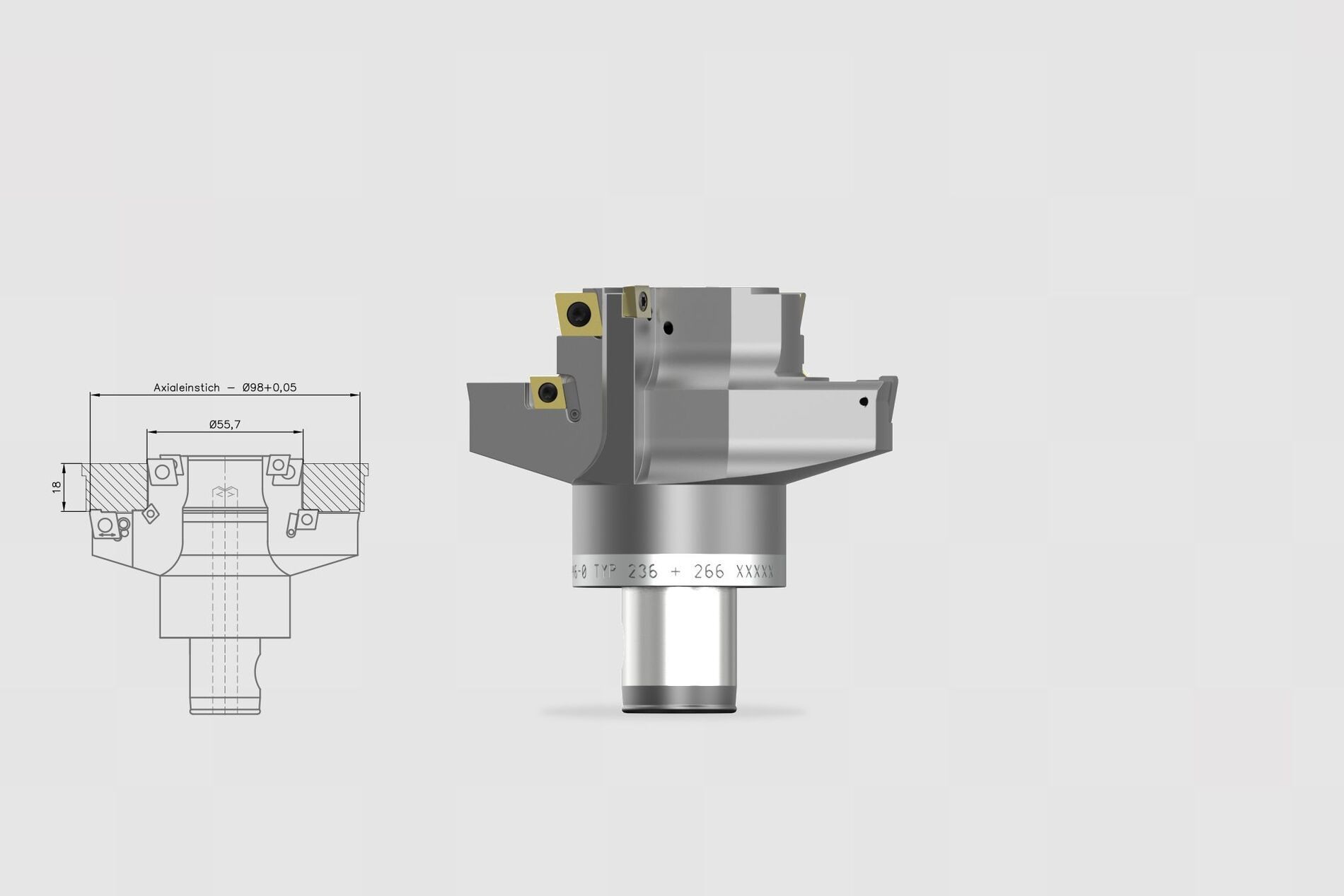
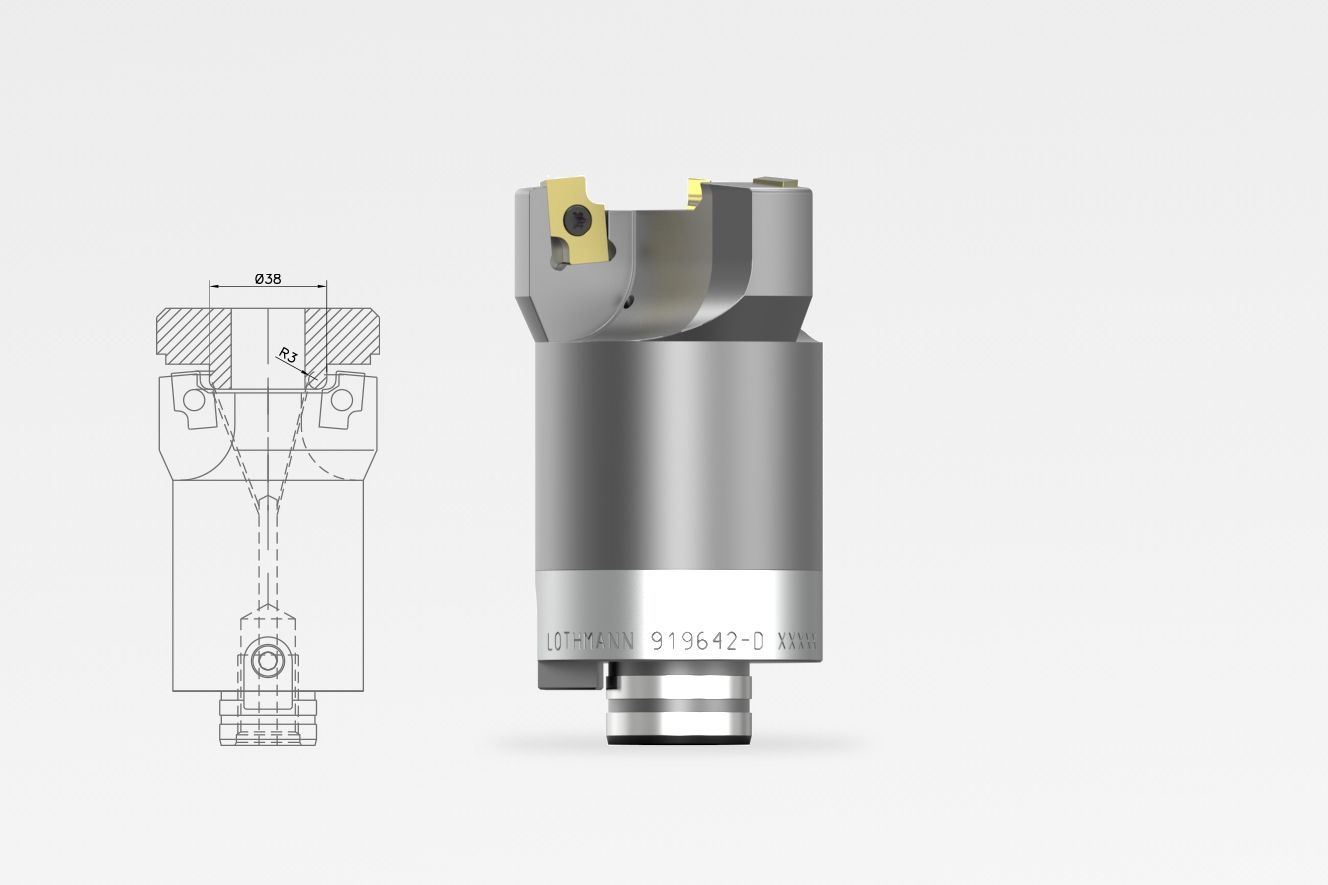
Axialeinstich durch Senken statt Fräsen – Durchmesser einstellbar
Senken eines Axialeinstichs Ø98+0,05mm mit einstellbarer Sonderschneide zzgl. Vorbearbeitung von weiteren Durchmessern
Bisher: Aufsenken Ø55,7mm danach Planfläche gefräst. Zirkular-fräsen der Fase und Fräsen des Einstichs mit VHM-Fräser Ø5mm -> Verfahrweg ca. 300mm.
Neu: 3 Lothmann-Kombiwerkzeug à 1.280 € investiert zzgl. 10 Sonderschneiden zu 50 €/Stk.
Ergebnis: 3 Werkzeugwechsel und 3 Magazinplätze eingespart. Laufzeit um 3,5 Minuten pro Teil reduziert.
Beispiel-Ersparnis:
- 2000 Teile x 3,5 min x 1,6 €/min
- 11.200 €
- 3 Lothmann Stufenbohrer à 1.280 € zzgl. Sonder-WSP
- - 4.340 €
- Gewinn
- 6.860 €
+ 3 Magazinplätze gespart und keine Folgekosten durch weniger Hartmetall-Werkzeuge
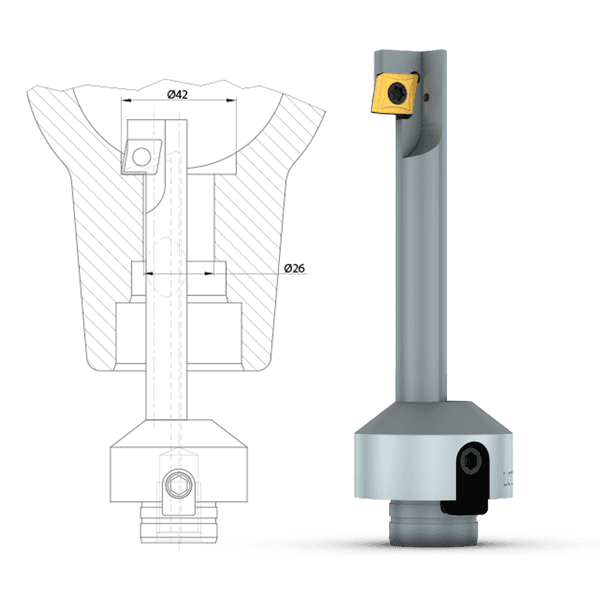
Führungsleisten
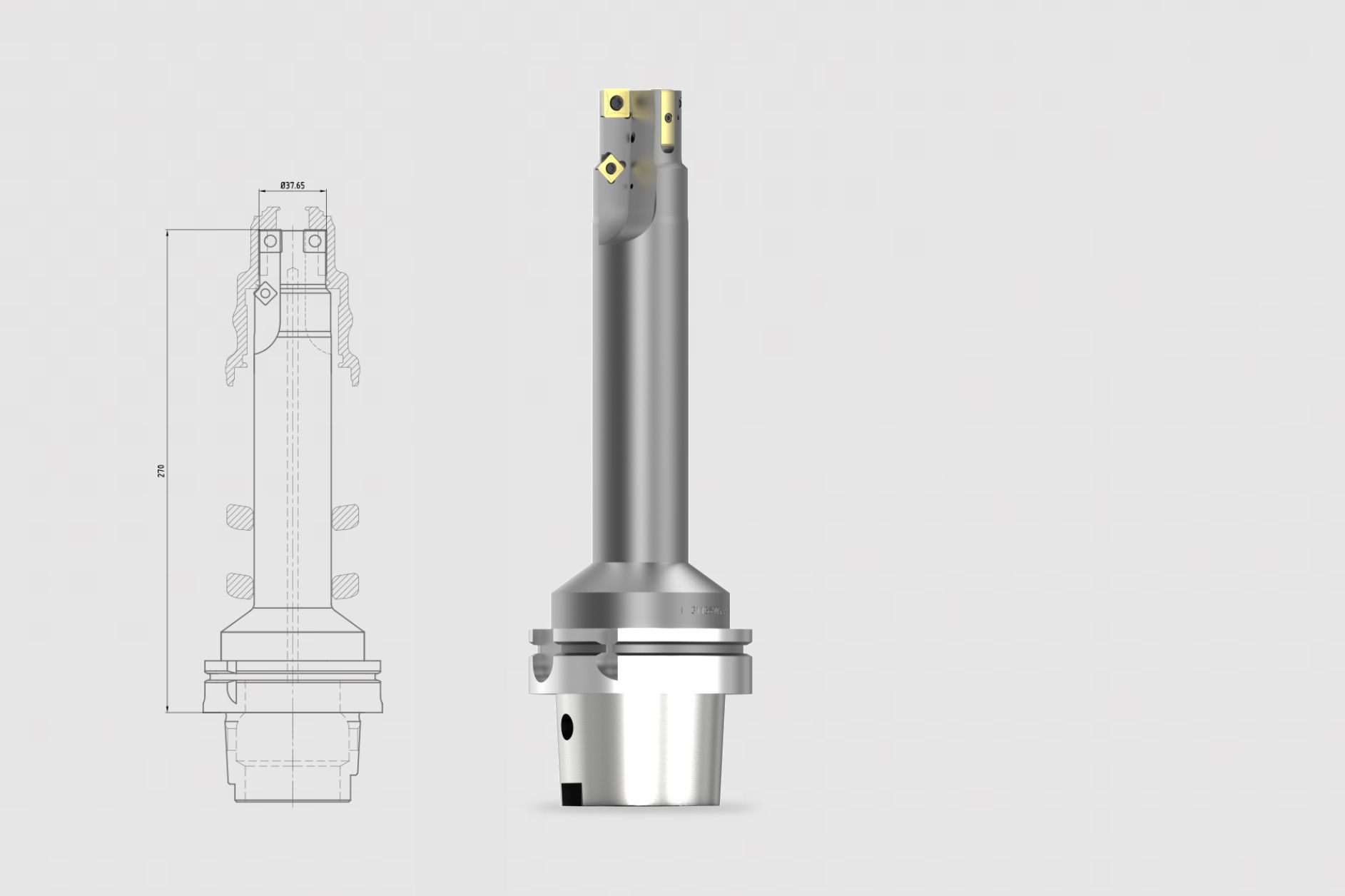
Schwer zugängliche Passung vorbearbeitet mit WSP-Werkzeug zur Vermeidung von Vibrationen inkl. Führungsleisten.
Bisher: Keine Standardlösung verfügbar. Alternative: Sonderadapter mit Hartmetallwerkzeugen in Sonderausführung.
Neu: Lothmann-Sonderwerkzeug in Monoblock-Ausführung HSK100-Form A. Aufgrund der hohen Bearbeitungstiefe und der resultierenden Radialkräfte durch die Fase inkl. Führungsleisten aus Hartmetall. Alle Komponenten demontierbar und ab Lager erhältlich.
- Ersparnis Investition:
- Ca. 2.000 €
+ einfaches Sonderwerkzeug mit standardisierten Komponenten.
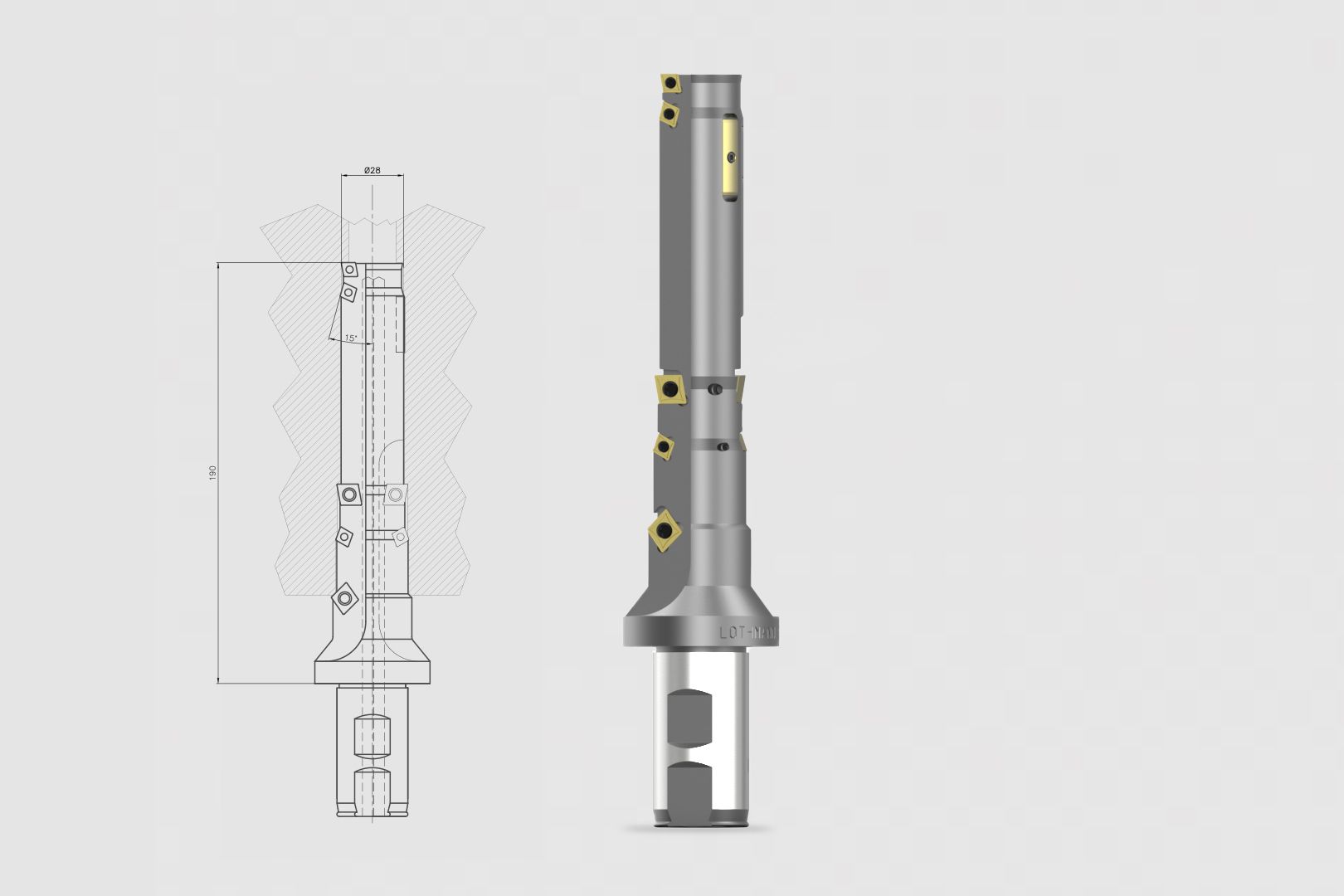
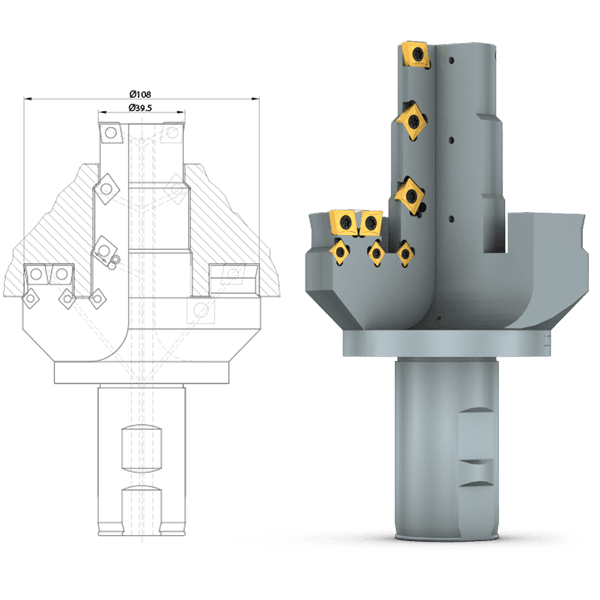
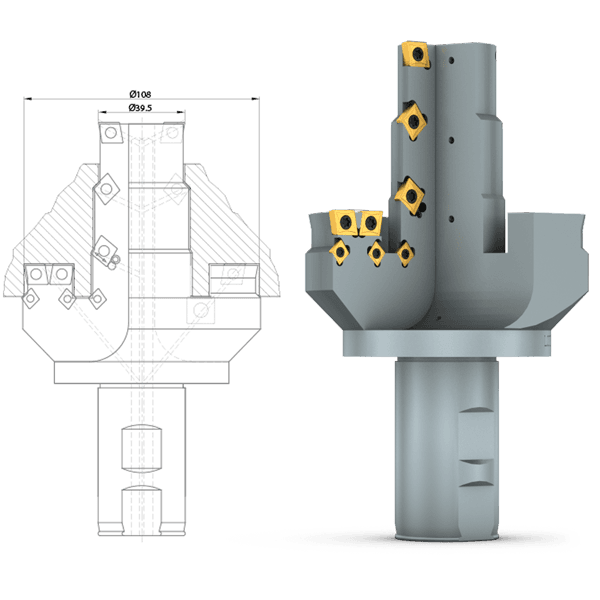
Tiefe Bohrungen mit mehreren Durchmessern und Fasen mit reduzierten Vibrationen bearbeiten.
Bisher: mehrere Werkzeuge für die einzelnen Durchmesser, zusätzlich 15°-Fräser in Sonderausführung.
Neu: Lothmann-Sonderwerkzeug mit ISO-Schneiden und Führungsleisten zur Aufnahme von radialen Schnittkräften und Reduzierung von Vibrationen während der Bearbeitung.
Bearbeitungszeit um 3:50 Minuten reduziert
Ersparnis:
- 1.000 Teile x 3,83 min x 1,50 €/min
- 5.745 €
- 2 Lothmann-Stufensenker à 1.150 €
- 2.300 €
- Gewinn
- 3.445 €
+ bessere Konzentrizität der Bohrung.
Sonstige
Kegelsenker
Vorbohren einer Kegelsenkung 7° zum anschließenden Reiben auf einer Drehmaschine mit Stangenlader.
Bisher: Ausdrehen mit 2 verschiedenen Bohrstangen in 4 Bahnen.
Neu: 3 Lothmann Kegelsenker à 680 € investiert. Taktzeit um 9 Sekunden verkürzt.
Beispiel Ersparnis:
- 40.000 Teile x 0,15 min x 1,1 €/min
- 6.600 €
- 3 Lothmann Kegelsenker à 680 €
- 2.040 €
- Gewinn
- 4.560 €
+ Laufzeit reduziert um 100 Stunden
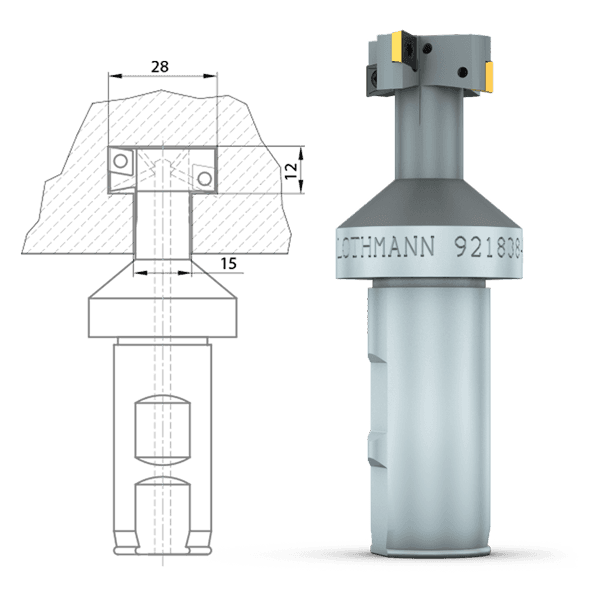
T-Nuten-Fräser
Auskammern einer T-Nut in einer Platte aus GG25 in einem Arbeitsgang. Die Breite 15 mm ist vorgefräst.
Bisher: Fräsen der T-Nut mit einem Standardfräser in 4 Durchgängen.
Neu: 3 Lothmann Werkzeuge à 454 € investiert. Die T-Nut wird jetzt in einer Fräsbahn hergestellt.
Beispiel-Ersparnis:
- 200 Teile x 12 min x 1,6 €/min
- 3.840 €
- 3 Lothmann Werkzeuge à 454 €
- 1.362 €
- Gewinn
- 2.478 €
+ Laufzeit reduziert um 40 Stunden
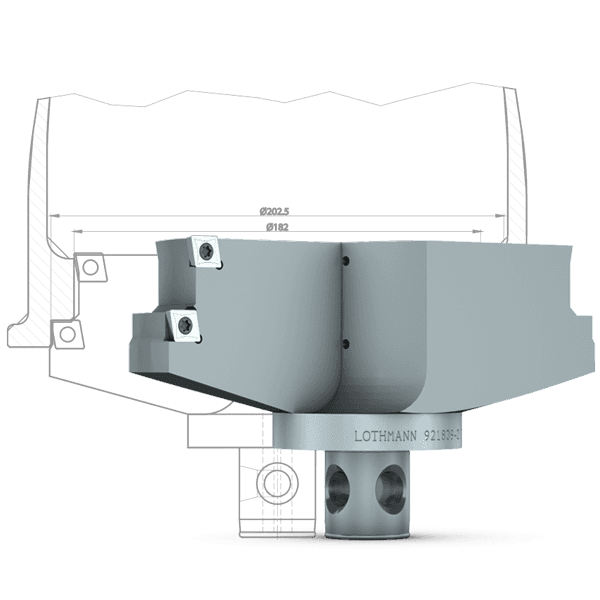
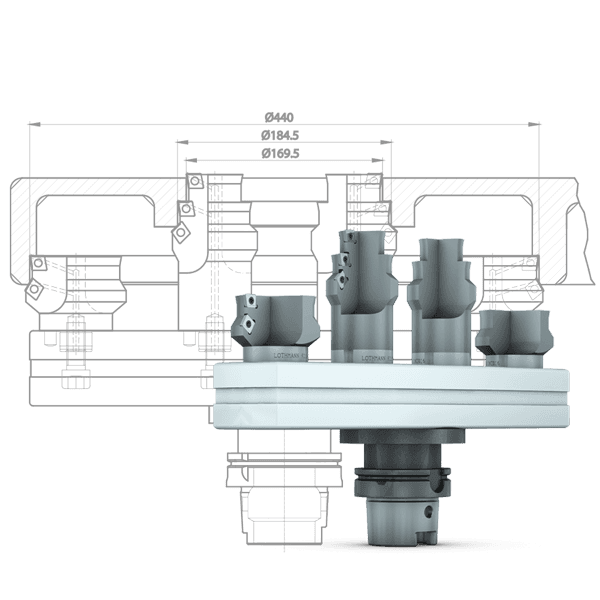
Feste Werkzeuge bis Ø210
Vorbearbeiten eines Lagersitzes an einer Getriebeglocke aus Aluminium.
Bisher: Zirkularfräsen der 2 Durchmesser und 2 Fasen in insgesamt 8 Zirkularbahnen.
Neu: 2 Lothmann Stufensenker à 1331 € investiert. Beide Durchmesser und Fasen werden jetzt in 14 Sekunden gesenkt.
Beispiel Ersparnis:
- 3,6 min x 2,1 €/min
- 7,56 €
- 2 Lothmann Stufensenker à 1331 €
- 2.662 €
- Break-even nach 2662 / 7,56 =
- 352 Gehäusen
- Gewinn nach 1000 Gehäusen
- 4.898 €
+ Laufzeit reduziert um 60 Stunden
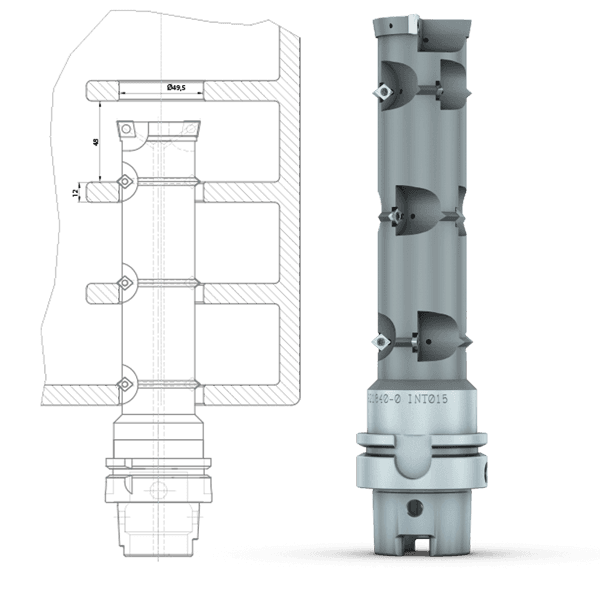
Kurbelgasse Vorschlichten + Fasen
Aufbohren Ø49,5 und beidseitiges Fasen von 3 Lagerschalen in einem Alu-Kurbelgehäuse.
Bisher: Aufbohren mit Zweischneider und separates Fasen in 6 Zirkularbewegungen.
Neu: Aufbohren und Zirkularfräsen von je 3 Fasen in 2 Zirkularbewegungen mit einem Werkzeug.
Beispiel-Ersparnis:
- 24.000 Teile x 0,62 min x 1,52 €/min
- 22.618 €
- 3 Lothmann Werkzeuge à 1397 €
- 4.191 €
- Gewinn
- 18.427 €
+ Laufzeit reduziert um 248 Stunden
Brückenwerkzeug
Aufbohren von 3 Durchmessern und 2 Fasen an einem Alu-Getriebegehäuse auf einem Groß-BAZ
Bisher: Zirkularfräsen in insgesamt 10 Kreisbahnen
Neu: Aufbohren und Fasen aller Durchmesser in einem Vorschubweg
Beispiel Ersparnis:
- 600 Teile x 18 min x 2,80 €/min =
- 30.240 €
- 2 Lothmann Brückenwerkzeuge à 3720 € =
- 7.440 €
- Gewinn
- 22.800 €
+ Laufzeit reduziert um 180 Stunden

